海瑞思压排机使用说明
第一章 前 言
为让您更好地掌握和使用排线绑定机(俗称压排机),请务必抽时间仔细阅读完本使用说明书,在阅读过程中如果有任何疑问请联系我司销售或售后工程师,我们将时刻为您服务。
第二章 警告注意
2.1 警告
1.压排机的电源接错线会造成故障或发生危险。
2.压排机接线和安装,请勿必在断电的情况下进行,否则会有触电的危险。
3.请勿触摸电源接线端子等带电体,否则有触电的危险。
4.压排机使用过程中,请不要将手等伸入到压排机中,否则有受伤的危险。
5.压排机不能放倒运输。
2.2 注意
1.请在规定的使用条件范围内使用本压排机(见后电压、温度、湿度等)。
2.压排机开机前请将压排机运动部位复回原点,否则会出现气压不足导致运动部位下落压坏压排机部品,影响平台平面精度等。
3.压排机在加热过程中,请不要触摸发热部分及相连接部分,否则会烧伤触摸者。
4.请严格按照工艺流程进行操作,以避免发生不必要的意外事件。
5.在未经过允许的情況下,严禁私自更改机器配置和规格参数,
6.避免金属杂物等落入机器内部,否则可能会发生短路损坏机器或引起火灾。
7.压排机出现故障时,需要请专业人员或经过相关培训的人员进行维修。
2.3环境要求
1.放置的地方应远离辐射源(比如电磁炉或微波炉等),以免受到干扰;
2.放置的地方要求地面平坦坚固,如果发现有不平,可以适当调整脚轮螺母;
3.放置的地方不能潮湿,要求通风、干燥;
4.在湿度20%~80%,0℃~40℃环境温度范围内使用;不允许在相对湿度大于85%的环境中使用,否则会引起漏电等故障;
5.电源插座必须要有接地线。
第三章 主要参数
型号:HBD-Z14(桌面式) HBD-Z14B(桌面式) HBD-Y14(一体式)
电源:220V/50Hz
功率:约600W
气压:0.5MPa<气压<1MPa压缩空气,必须干燥无水分无杂质,否则容易损坏气路。
净重:桌面式约55Kg 一体式约88Kg
第四章 整机简介


第五章 物料准备
1.气、电准备:40L容量以上空压机一台,220V/50Hz照明电。
2.压排物料工具准备:

第六章 通气通电
1.将¤8气管插到空气过滤器的快速接头上,拉起调节旋钮,将供气压力限定在 0.6MPa左右(如下左边图)。打开机柜,将表头供气压力调到0.2MPa(如下右边图)。
2.将电源线插到机器的插座上,打开电源开关,机器显示屏和显控屏应亮,压头回 复到最高点。(如下中间图)

第七章 显控学习
(1).打开电源开关,显控经自检后将出现“主界面”,一般点击“进入系统”。

(2).进入系统后,将默认进入“手动操作”界面:

手动操作功能说明:
1.平台推入:点击后变蓝色工作台组件会推入,再点击一次工作台组件会推出;
2.压头下降:点击后变蓝色压头组件会下降,再点击一次压头组件会上升;
3.真空泵:点击后变蓝色真空泵工作,再点击一次真空泵停止工作。在生产状态下,按机器面板上的真空开关,真空泵会自动工作;
4.加热工作:点击后变蓝色压头开始加热,加热到设定温度后停止加热。再点击一次停止加热;
5.卷带工作:点击后变蓝色,卷带电机顺时针按设定的卷带时长转动(卷带时长见“参数设定”栏,需要预先设定好参数,否则电机不转动),转动时长到达后,卷带电机自动停止;
6.当前温度:显示的是当前设定的温度值或环境温度值;
7.设定温度:点击后直接输入想要设定的温度值;
8.温度系数:工厂内部设定用,出厂前已设定后,不用再动。
(3).点击参数设定,可以进入“参数设定”界面:

参数设定功能说明:
1.下压时间:即压头下压后保压的时间长度,点击后可以直接输入数字,压头调试一般2秒,压排一般14+/-2秒;
2.卷带时长:即卷带电机工作的时间长度,点击后可以直接输入数字,一般设定为1秒。设置时间太长,造成卷带浪费;
3.卷带间隔:即压排多少次卷带1次,一般设定为6次,即压头工作6次,卷带1次(卷走用过部分)。
4.下镜头:点击后下镜头转变成上镜头,上镜头摄像头工作(开机默认为下镜头);
5.卷带开:点击后转变成卷带关,不是关掉卷带电机,而是关掉了在工作状态下的卷带间隔,这样就算压了多少次,卷带电机也不会自动转动1次(用于调试);
6.报警开:点击后转变成报警关,目前报警声功能没有采用。
(4).点击系统日志,可以进入“系统日志”界面:
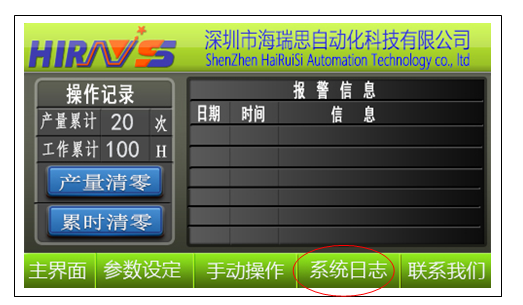
系统日志功能说明:
1.产量清零:点击后可以清零当前产量累计;
2.累时清零:点击后可以清零当前工作累计;
3.报警信息:显示当前的报警记录。
第八章 压头调试(平整度调试)
每次压排前或每次更换压头后,都要对压头进行平整度调试,压头平整度调试要在室温情況下进行,步骤如下:
1.点击“手动操作”将“设定温度”设置为60度,待温度升到设定温度;
2.点击 “参数设定”,将“下压时间”设置为2秒;
3.将调压阀压力调到约60-150KGF;
4.点击“手动操作”,点击“平台推入”;
5.用一张白纸对折后,将一张复写纸夹在对折的白纸中间,将白纸放到刀头下;
6.点击“压头下降”,使压头压在白纸上,出现如下图的压痕:
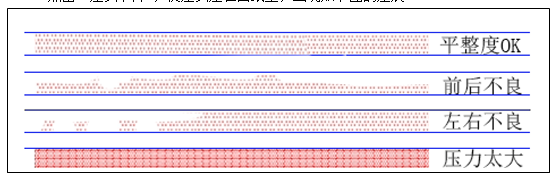
7.如果测试压力过大,要适当减小测试压力;
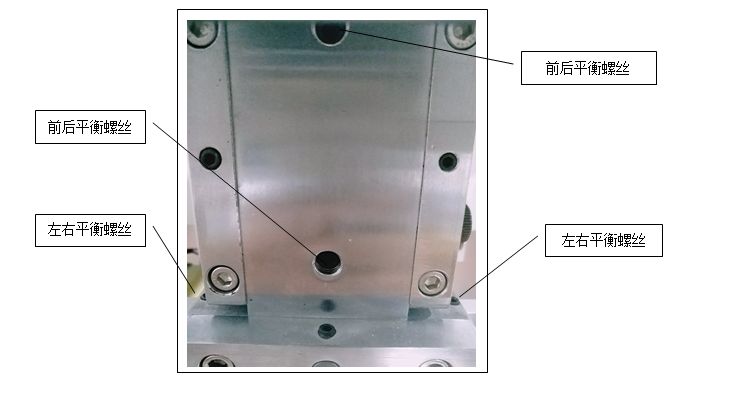
8.如果出现左右平整度不良,可以配合调节左右平衡螺丝;
9.如果出现前后平整度不良,可以配合调节前后平衡螺丝;
注意:每调过一次后,都要测试一次,直到平整度OK为止。调试完成后将加热关掉。 以上参数设定:1、温度60度,2、压力60-150KGF,3、下压时间2秒。
注意:
1.前后平整度一般不用调节,如果要调节也只是微调。
2.紧固螺丝必须锁紧,否则平整度容易变化。
以苹果5S为例,说明整个压排过程:
第九章 拆排线
***使用工具:恒温加热台和牙签
1.1将加热台温度调到300度,等待温度达到;
1.2将液晶屏放到恒温加热台上(注意:排线面朝上)几秒钟;
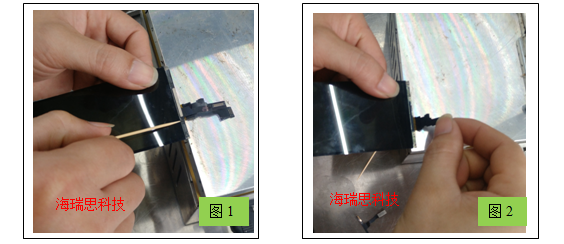
1.3拆触摸排线:用牙签从触摸排线中间伸进去,选择左侧(或右侧)的触摸排线,在排线与液晶连接的地方滑过去(如图1),排线与液晶就会分离开来;另一侧的可以直接轻轻的撕下来。(注:如果确认是排线问题,比如断裂的,左右侧的触摸排线可以直接撕下来);
1.4拆显示排线:加热后直接轻轻的撕下即可(如图2)。
以上注意点:拆排线过程中,注意液晶屏的边缘、边角不能弄破损。
第十章 液晶屏除残胶
***使用工具:ACF去除液、白电油和棉签(建议使用电子放大镜和除胶平台,效率更高,更为方便)
2.1用棉签蘸上ACF去除液,然后涂在液晶屏上,等待一会。
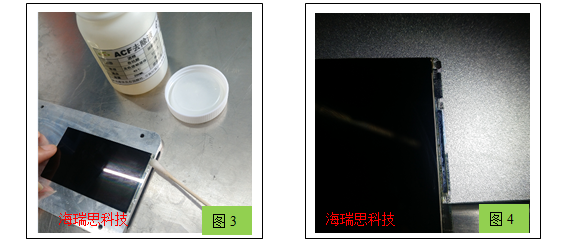
2.2用棉签轻轻涂抹液晶上的残胶,涂抹期间也可以蘸一些白电油,直到去除干净(如图3)。
2.3借助灯光检查残胶是否彻底去除干净(如图4)。(这个影响到压排的成功率,建议可借助电子放大镜)
以上注意点:
1. 人体皮肤不能碰到ACF去除液,如不小心碰到,要用大量的水清洗;
2. ACF去除液不能倒流到液晶IC内部(一般采用倾斜作业);
3. 除残胶可以借助ACF除胶平台,效率会更高,更安全;:
4. 残胶去除后的检查,可以用肉眼,也可以借助放大镜或海瑞思的二合一放大除胶平台;
5. 除胶同样要注意不能弄破液晶玻璃边缘和边角,除胶时玻璃一定要放平。:
第十一章 排线贴ACF胶
***使用工具:ACF胶和恒温烙铁
3.1取对应型号的触摸和显示排线;
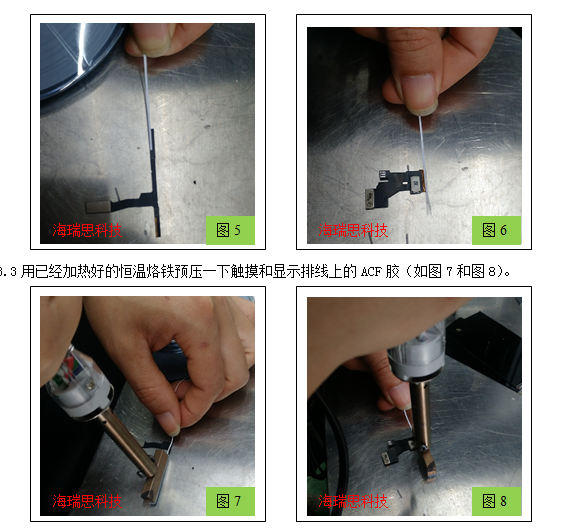
3.2像贴双面胶纸一样,在触摸和显示排线上分别贴上ACF胶(如图5和图6)
以上注意点:
1. ACF胶要贴在排线金手指的中间,并且两端要预留一定长度;
2. 恒温烙铁预压的时间约3秒。
第十二章 液晶屏高度校准
液晶屏高度校准是将液晶屏、工作台、石英条三者高度调平衡,方法如下:
1.将液晶屏放在工作台上,装排线端朝石英条;
2.将液晶屏向石英条方向来回移动,配合微调工作台的Z轴升降螺丝,以液晶屏装排线端不会撞到石英条、来回移动液晶屏时刚好可以搁到石英条上为好,此时石英条的高度应该比工作台的高度稍微高一点点。(见下图)调好后拧紧一下高度Z轴锁定螺丝。
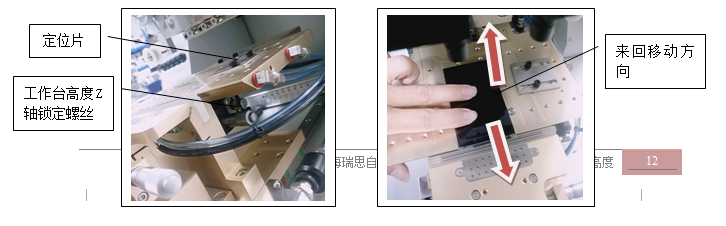
注意:液晶屏的高度校准在压屏中是一个重要的步骤,如果没有校准好,会导致压屏时压碎液晶屏。
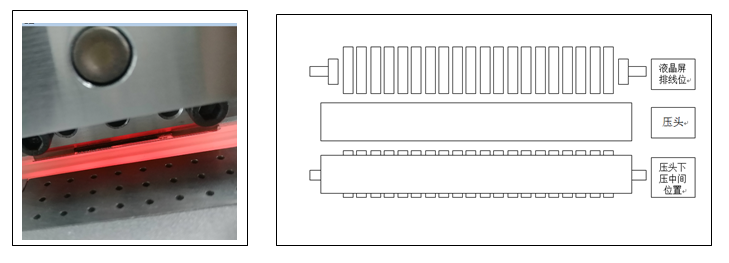
第十三章 液晶屏定位
液晶屏定位是将压头的下压位置与液晶屏安装排线的中心位置对齐,然后在工作台上用定位片固定液晶屏的摆放位置。具体操作步骤如下:
1.将调压阀的压力调到60-150KGF;
2.点击显控“手动操作”,点击“平台推入”使工作平台推入,点击“压头下降”使压头下降。
2.将调压阀压力再稍微调小一点,然后用一手抬起压头;
3.另一手将液晶屏放到压头下,将装排线的位置放在石英条中间;
4.轻轻放下压头压在液晶屏上;
5.前后左右微调液晶屏的位置,使压头刚好压在液晶屏装排线位的中间(如下图);
6.点击显控“真空泵”吸住液晶屏,移动工作台上的定位片紧贴液晶屏边缘,做好定位点。点击“压头下降”使压头升起,点击“平台推入”使工作平台退出;
7.拿走液晶屏,重新放一次液晶屏,点击“平台推入”使工作平台推入,点击“压头下降”使压头下降,观察一下压头的中心是不是压在液晶屏装排线位的中间,如无做好再适当微调。
8.确认定位无问题,点击“压头下降”使压头升起,点击“平台推入”使工作平台退出; 注意:调整好压头与IC的距离(如果有IC时),压头与IC要预留缓冲材料的位置,否则会压出不良品,或压伤IC。
第十四章 压排线
压排线分为压显示排线和触摸排线,方法和步骤如下:
(1)压显示排线
***使用工具:压排机和美纹胶带
说明:显示排线是在触摸排线下面,所以要先压显示排线再压触摸排线,与前面拆这两种排线的顺序刚好相反。
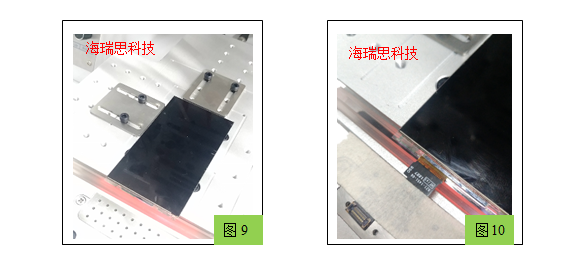
4.1将前面除好残胶的液晶屏放到压排机玻璃工作平台的定位片限位内(如图9);
4.2点击“手动操作”将“设定温度”设置为260-290度;
4.3将调压阀的压力调到260-300KGF;
4.4点击“参数设定”将“下压时间”改为15秒,“卷带时长”设置为1秒,“卷带间隔”设置为6次;
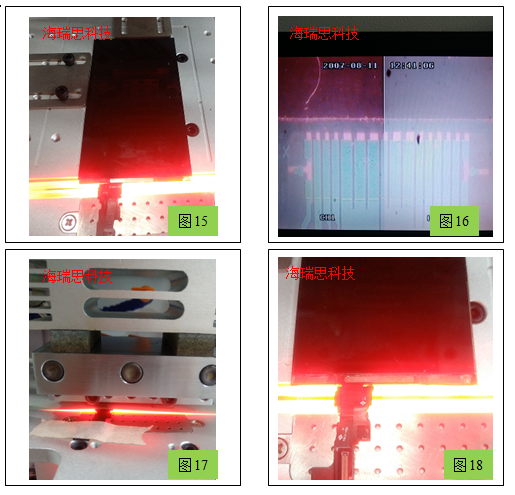
4.5将显示排线上的ACF胶保护层撕掉,然后大概覆盖在液晶屏显示排线位置上,另一端用真空吸住(需点击显控“真空泵”)或用美纹胶固定(如图10);
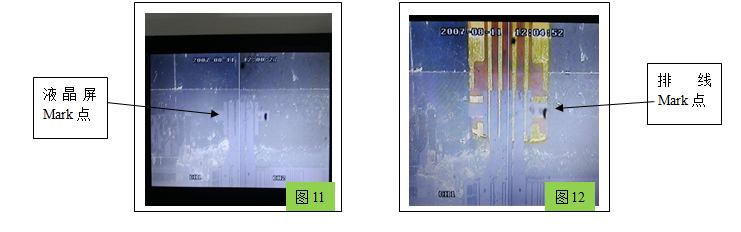
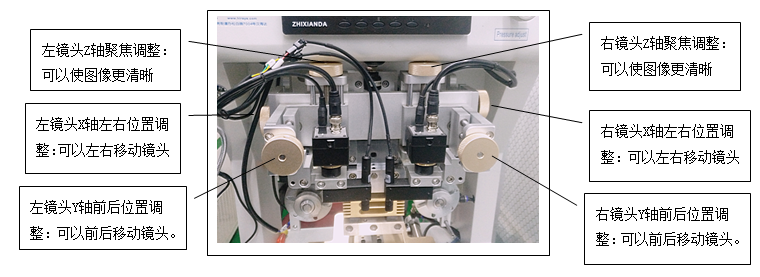
4.6点击“参数设定”将压排机切换到下镜头(开机默认下镜头),调节下镜头同轴灯光电位器和石英灯光电位器,及调节摄像头XYZ轴,使显示的图像最清晰;(如图11)
4.7配合调节排线工作台上的XYZR四轴千分尺,使排线的原点和液晶屏排线位的原点重合(如图12);
4.8按吸真空键和机器启动键,工作台自动推入、压头下压、恒温保压(如图13);

4.9经过15秒后完成,压头自动上升,工作台退出,显示排线压排完成(如图14)。 以上注意点:
1.操作过程中,注意不要碰到高温部分。
2.排线对位一定要准确,偏了压出来的排线有可能会短路,显示异常或没有显示。
3.如果出现压不紧情况,请适当加大压力或调高一点温度。
(2)压触摸排线
***使用工具:压排机和美纹胶带
说明:触摸排线与显示排线的不同是分布在液晶的两侧,压排时不能压到中间刚才压好的显示排线。
方法一:与前面压显示排线步骤一样,只不过对位时,要调一下左右镜头确认好,可以先压好一侧,再压另一侧;
方法二:与前面压显示排线步骤一样,但可以换一个专用的刀头,就可以一次压好,不用压两次
第十五章 检查压排
压排完成后,先做外观上的检查看有无错位、偏位;再做拉力检查,即稍用力拉一下排线看会不会脱落;然后插到测试架上测试,能正常显示和触摸算OK(如图19)。
第十六章 压排补充
(1)关于上镜头的使
用
当液晶屏不是透明玻璃时,需要使用到上镜头工作,如三星S6S7,方法和下镜头一样。
(2)压排的操作顺序:
放入液晶屏 -- 按真空开关 -- 放排线 -- 排线与液晶屏对位 -- 按启动 – 工作台推入--压头下压 -- 保压 -- 压头上升 -- 取出压好的屏 -- 放入液晶屏...重复上述,循环工作。
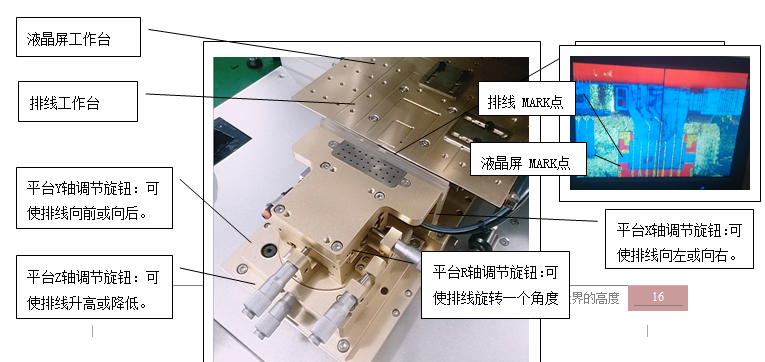
(3)排线工作台简介
将排线放到排线工作台上,排线要在真空吸附范围内(或用美纹胶带固定也可),观察排线与玻璃排线 MARK点和液晶屏的MARK点重合情况,配合调节X,Y,R三轴,将Mark点移动到与玻璃的Mark点重合为止。
第十七章 维护保养
设备在运行一段时间后,需要做以下检查或零件更換。
1、压头:需要定期清洗,必須保证压头上不能有异物。
2、热电偶线:需要定期检测温度,如发现温度偏差较大时需要更换热电偶。
3、各机构的螺丝紧固情况需要定期进行检查,如发现螺丝松动需及时紧固,每周一次。
4、定期清理落入机器内的灰尘和杂物,清理前要切断电源和气源。
5、所有移动部分必须清理凝固了的润滑油并加注新的润滑油(每月一次)。
6、刀头的平整度,每天检查一次,以保证生产质量和压头的使用寿命。
7、过滤器定期放水,放水前切断电源及气源。
第十八章 常见故障

云开集团官网首页登录入口

开云入口网址是多少 为男孩女孩们分别准备了不同的礼物,为女孩子准备...

暖春三月,万物复苏。战“疫”前线不断传来好消息,我们也即...

按ISO 9001:2016质量管理体系认证的要求,海瑞思总经理作为...

2020年1月11号,以“不忘初心,再续辉煌”为主题,海瑞思19年...

在这个欢庆的节日里,开云入口网址是多少 为每位员工的父母准备了丰厚...
咨询电话:0755-33582826
公司总机:400-168-1023
手机:186-6458-2139
邮箱:vip@hirays.com
地址:深圳市宝安区松岗松白路7004号汉海达科技园B栋2楼

扫一扫,关注我们
优化关键词: 密封测试仪、密封检测仪、气密性检测设备、气密性测试仪、防水检测仪、防水测试设备、防水检测设备、kaiyun全站官方网站